
不二新製作所における業務の流れ
BTA加工・ガンドリル加工などのご依頼手順
- 不二新製作所へお問い合わせ
- BTA加工・ガンドリル加工(深穴加工・細穴加工)などのお問合せ、ご依頼の受付からスタートします。使用するBTA加工・ガンドリル加工の素材、加工箇所、加工数量、納期をご確認させて頂き、見積りをご掲示いたします。発注後、BTA加工・ガンドリル加工素材の仕入れから担当することもあります。
- 資材の仕入れ
- お客さまからご依頼を受けた、BTA加工・ガンドリル加工(深穴加工・細穴加工)などの要望に合わせた、適切な資材を独自のルートで仕入れを行います。
- BTA加工・ガンドリル加工等、製造方法のミーティング
- 社内設計とお客さまとのお打合せ内容を基に、ミーティングを行います。一般的なBTA加工・ガンドリル加工(深穴加工・細穴加工)などの場合は、次の工程「BTA加工・ガンドリル加工等の加工、製造」に進みます。もし、難しい深穴加工や細穴加工である場合は、試し削りを行うなど、試行錯誤のテストを実施した末、BTA加工・ガンドリル加工、製造に入ります。
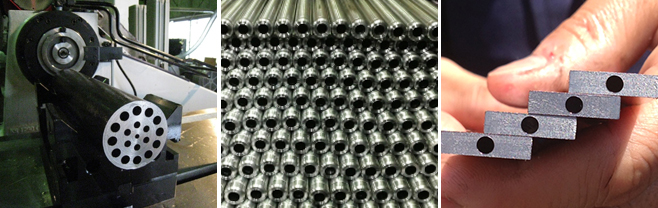
- BTA加工・ガンドリル加工等の加工、製造
- BTAマシン・ガンドリルマシン等を使った深穴加工・細穴加工を実施します。設計図の数値を基に簡単なプログラミングを行い、素材と工具をセット。微調整をかけながら最終的に求められる製品をBTA加工・ガンドリル加工等で加工、製造していきます。
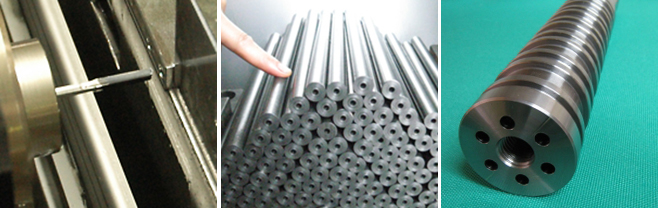
- 深穴加工品・細穴加工品の納品
- お客さまのご要望通りのBTA加工・ガンドリル加工(深穴加工・細穴加工)製品になっているか、不二新製作所で厳しくチェックを行い、お客様の元へ納品いたします。
不二新製作所に安心しておまかせください
不二新製作所はガンドリル加工・BTA加工(深穴加工・細穴加工)で世界一を目指します!他社で断られた深穴加工・細穴加工などまずはご要望をおきかせください。株式会社 不二新製作所は、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工のプロ集団です。弊社には、絶対的な高品質・おどろくほどの短納期を実現できる技術があります。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細穴加工を始めとしたニーズにお応えしております。
お問い合わせから納品まで
「ガンドリル」とは、深穴加工を専門としたドリルの名称です。その文字通り、ガンドリルは元来、小銃や猟銃などの穴をあけるために開発されたことから名付けられています。 BTA(ビーテーエー)加工とは、Boring & Trepanning Association の略(ボーリング・トレパン加工)で、金属加工での重要な行程である深穴の切削加工のことです。 「深穴」とは、一般的に、穴径に対して切削する加工の長さが5倍を超える穴のことをいいます。 「細穴加工」とは、極小径の穴を加工する技術をいいます。一般的に、穴径に対して切削する加工の長さが5倍を超える穴のことを「深穴」や「細穴」といい、この細穴の加工を良好な仕上げ面で仕上げるには、特殊な機械と技術が必要となります 各種書類のFAX送信は 06-6794-5881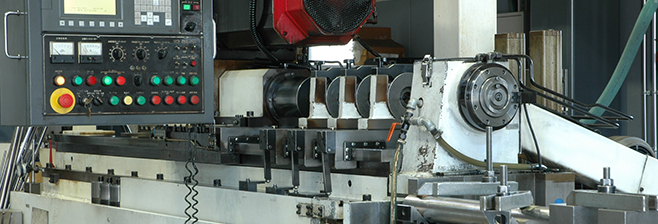
ガンドリル加工
ガンドリル加工についての詳細はこちら>>>BTA加工
BTA加工についての詳細はこちら>>>深穴加工
この深穴加工を良好な仕上げ面で仕上げるには、特殊な機械と技術が必要となります。
深穴加工についての詳細はこちら>>>細穴加工
細穴加工についての詳細はこちら>>>


