
BTA加工とは
BTA加工とは、Boring & Trepanning Association の略で、金属等の対象材料に対し、φ10~φ200の中・大径の高精度な深穴を実現できる切削加工です。穴径に対し、切削の長さが10倍を超える加工を「深穴加工」と呼びますが、BTA加工の特徴は、良好な仕上げ面が得られることになります。
小径の深穴加工を得意とするガンドリル加工に対し、BTA加工は大径の加工に適しており、対応できる材質も、構造用鋼、ステンレス鋼、プリハードン鋼、軸受鋼(ベア鋼)、工具鋼(炭素・合金・高速度工具鋼等)、耐蝕・耐熱合金など、非常に幅広い対象に対し深穴加工が可能になります。一般的に加工が困難とされるチタン系、アルミニウム系、銅系、樹脂系などに対する加工も、BTA加工では可能になります。
BTA加工ができた歴史
 1942年にDr.Beisnerが発明した深穴加工マシンは、それまでとはまったくと言っていいほど違う深穴加工マシンで、高速で美しい深穴を開ける事ができるようになりました。その後、各国でこの方式が発展していき、規格が統一化されました。この統一された深穴加工の形式をBTA方式と呼ぶようになりました。完成した当初は、大砲の砲身の穴をあけるために開発されたものでしたが、現在ではあらゆる産業機械の加工に利用されています。小径の穴加工に向くガンドリル加工に対し、BTA加工は中・大径穴に向いています。ガンドリル加工と同じく、高性能な深穴を開けることができ、また良好な仕上げ面が得られるのが特徴です。
1942年にDr.Beisnerが発明した深穴加工マシンは、それまでとはまったくと言っていいほど違う深穴加工マシンで、高速で美しい深穴を開ける事ができるようになりました。その後、各国でこの方式が発展していき、規格が統一化されました。この統一された深穴加工の形式をBTA方式と呼ぶようになりました。完成した当初は、大砲の砲身の穴をあけるために開発されたものでしたが、現在ではあらゆる産業機械の加工に利用されています。小径の穴加工に向くガンドリル加工に対し、BTA加工は中・大径穴に向いています。ガンドリル加工と同じく、高性能な深穴を開けることができ、また良好な仕上げ面が得られるのが特徴です。
BTA加工の仕組み
「BTA方式」による深穴加工は、ポンプから高圧で加工物に接した圧力頭(オイルプレッシャーヘッド)に切削油を送り、深く開けられた穴とボーリングバーの隙間から刃先へと達したオイルは、切屑と一緒にボーリングバーへと流れます。切屑と一緒に流れたオイルは、切粉受とマグネットフィルターを通過しタンクへ戻ります。その為、切屑はあけられた深穴の内面に触れず、深穴の内面を傷つけることなく非常に美しい深穴を開けることが可能です。
BTA加工の特徴
- 深穴加工を高能率で行うことができる加工
- 高精度の深穴が得られる加工
- 良好な仕上げ面が得られる加工
- 中、大径の深穴加工向き(φ10~φ200)
BTA加工対象
当社が得意とする、BTA加工(細穴加工・精密加工)の加工対象です。特殊形状物への加工、ガンドリル加工や偏芯穴等、下記以外にも、自社加工や協力工場ネットワークによってさまざま加工に対応致しております。
- 深穴径(mm)
- φ24 – φ75
- 最大外径 x 材料長さ
- φ300 x 1300(1500) mmまで
BTA加工Q&A一覧
- Q1. BTA加工とガンドリル加工の違いは?
- Q2. BTA加工で加工できる材質は?
- Q3. BTA加工の止め穴とはなんですか?
- Q4. BTA加工できるサイズは?
- Q5. BTA加工の加工方式とは?
- Q6. 切削油はどのようなものを使用?
BTA加工Q&A
Q1. BTA加工とガンドリル加工の違いは?
刃物が違います。加工した後の切屑がどこを通って排出されるのかによって変わる為、BTA加工には専用の加工機が必要となります。また、加工穴については、基本的には小径のガンドリル加工、大径のBTAで分類される場合が多いといえます。加工精度については、BTA加工とガンドリル加工には、ほぼ違いがありません。
| ガンドリル加工について詳しくはこちら |
|
|
 「ガンドリル」とは、深穴や細穴加工を専門としたドリル型で穴をあける金属加工の名称です。このガンドリルとは、[ガンドリル]の文字通り、元来は小銃や猟銃など銃の穴をあけるために開発されたことから名付けられています。
「ガンドリル」とは、深穴や細穴加工を専門としたドリル型で穴をあける金属加工の名称です。このガンドリルとは、[ガンドリル]の文字通り、元来は小銃や猟銃など銃の穴をあけるために開発されたことから名付けられています。Q2. BTA加工で加工できる材質は?
構造用鋼、ステンレス鋼、プリハードン鋼、軸受鋼(ベア鋼)、工具鋼(炭素・合金・高速度工具鋼等)、耐蝕・耐熱合金などがBTA加工の対象材料となります。また、一般的に加工が困難なチタン系、アルミニウム系、銅系、 樹脂系のBTA加工も可能です。
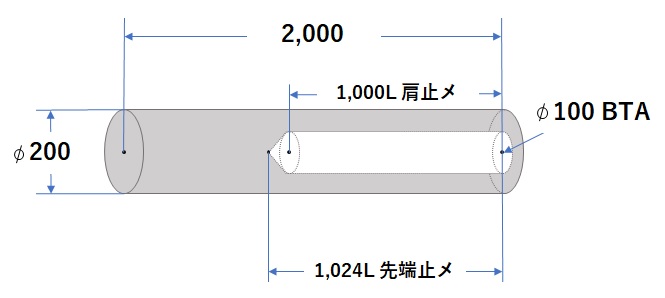
Q3. BTA加工の止め穴とはどんなことですか?
「止め穴」とは貫通するのではなく、途中で止まっている穴のことを言います。 「止め穴」には、肩止めと先端止めがあり、ご指示いただいた寸法を忠実に加工いたします。
Q4. BTA加工のできるサイズを教えて下さい。
弊社のBTA加工の深穴径はφ24からφ75、加工対象材料の最大外径はφ300まで、 長さは1300mmまでとなっています。
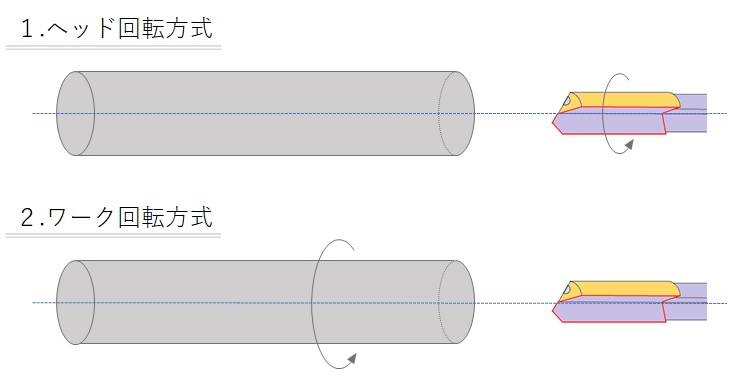
Q5. BTA加工の加工方式ってどんなの?
BTA加工は、ワークが固定で加工チップヘッドが回転する「ヘッド回転方式BTA加工」と、加工チップが固定で、ワークが回転する「ワーク回転方式BTA加工」があります。
Q6. 切削油はどのようなものを使用?
不二新製作所では、ガンドリル加工時の切削油に「非塩素系切削油剤」を使用しております。平成10年末から切削油を切り替えるための試験を繰り返し、平成12年のJIS改定に合わせ、非塩素系切削油に完全に切り替えました。非塩素系に切り替えることにより切りくずが長くなり、それに伴って工具の折損が増加したり、仕上げ面粗度が悪化するなど、加工面からはあまり良いことはありません
| 不二新製作所が切削油を選ぶ理由 |
|
|
 ガンドリル・BTA加工には非常に多量の切削油を使用し、通常粘度10mm2/s前後、塩素量2~3%の油剤が多く使われています。しかしながら、平成10年3月に「切削油からダイオキシン、加熱で発生の恐れ」と新聞報道され、塩素系切削油の非塩素化が緊急で重要な課題とされました。ところが、現在の日本国内におけるガンドリル加工・BTA加工の現場で、塩素系切削油の使用を未だに続けている業者が数多く存在しています。
ガンドリル・BTA加工には非常に多量の切削油を使用し、通常粘度10mm2/s前後、塩素量2~3%の油剤が多く使われています。しかしながら、平成10年3月に「切削油からダイオキシン、加熱で発生の恐れ」と新聞報道され、塩素系切削油の非塩素化が緊急で重要な課題とされました。ところが、現在の日本国内におけるガンドリル加工・BTA加工の現場で、塩素系切削油の使用を未だに続けている業者が数多く存在しています。当社のガンドリル・BTAは高精度な深穴加工を実現

BTA加工で世界一を目指しています!
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる細穴・深穴加工です。弊社ではガンドリルマシン・BTAマシン・CNC複合旋盤を複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々なニーズにお応えしております。 また人材育成、ならびにガンドリル・BTA周辺装置(CNC複合旋盤、マシニングセンター、専用工具研磨機等)の更新を積極的に行い、社内生産効率を大幅にアップ。これにより、材料手配から仕上げまでの一貫生産を、より高品質・短納期で提供できる仕組みを確立しました。
不二新製作所 BTA加工 深穴加工の実績
加工:BTA加工 深穴加工
材質:SUS304
施工:BTA加工 & ホーニング & 複合旋盤加工
材質はSUS304で、旋盤にてL1加工後に、BTAマシンにて深穴加工、さらに内径をホーニング。
その後、複合旋盤にて、内外径加工後に側面にリング溝、外径ねじを仕上げ、最後にY軸により側面にフライスカットを入れています。

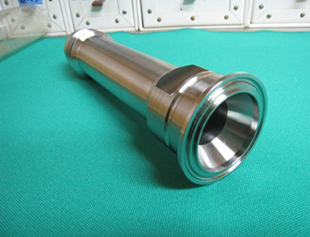
加工:BTA加工 深穴加工
材質:ステンレス
施工:BTA加工、特殊ロール加工
ランジ部が溶接構造を取っておらず、完全丸棒からの削りだしとなります。見た目以上に肉厚も薄いので、歪み等にも注意が必要となります。BTA加工による深穴加工後に内径を特殊なバイトで旋盤加工して、残りをマシニング加工。協力会社との連携も当社のつよみです。

加工:BTA加工 深穴加工
材質:SCM440調質(HRC36~40程度)
施工:BTA加工、旋盤
BTA加工による深穴加工後、内径ホーニング加工と旋盤加工、円筒研磨、ハードクロムメッキとそれほど複雑ではありませんが、このシリンダーのケースも製作しました。

加工:BTA加工 深穴加工
材質:SKD61(HRC48~52程度)
施工:BTA加工、旋盤、焼入、研磨等
作業工程で色々と苦労があり、時間とコストがかかり大変な品物でしたが、先日のシリンダーとのネジ部の合わせも完璧で良い感じに仕上がりました。
その他金属加工全般についての記事
| 金属加工コラム |
|
|
関連法人のご紹介
| 株式会社 無双 |
|
|
 溶接のことなら 株式会社 無双 におまかせください!ステンレス・アルミから、鋳物・チタン等の特殊金属まで、金属溶接・機械加工を高品質・短納期で対応いたします。図面1枚で材料手配から完成まで一貫生産が可能!他社で断られた溶接もおまかせください。
溶接のことなら 株式会社 無双 におまかせください!ステンレス・アルミから、鋳物・チタン等の特殊金属まで、金属溶接・機械加工を高品質・短納期で対応いたします。図面1枚で材料手配から完成まで一貫生産が可能!他社で断られた溶接もおまかせください。ガンドリルやBTAなら不二新製作所におまかせ
ガンドリル加工やBTA加工についてのお問い合わせは、お電話か下記のメールフォームよりお願いします。ガンドリル加工やBTA加工の材料となる金属材の手配から、ガンドリル加工やBTA加工まで一貫生産をより高品質・短納期で金属加工ができる仕組みを確立しています。他社で「できない」と断られた難しいとされている金属加工(ガンドリル・BTAなどの深穴加工や細穴加工)もぜひご相談ください!お問い合わせは、お電話か下記のメールフォームよりお願いします。
各種書類のFAX送信は
06-6794-5881


