
ガンドリル加工とは

「ガンドリル加工」とは、深穴や細穴加工を専門としたドリル型で穴をあける金属加工の名称です。
このガンドリル加工という加工手法は、「ガンドリル」の文字通り、元来は小銃や猟銃など銃の穴をあけるために開発されたことから名付けられました。深穴をこのガンドリル加工以外の通常ドリル加工でしようとすると、加工内に切屑が詰まり、金属素材を傷つけてしまうデメリットが生まれます。ガンドリル加工は、加工内を傷つけることなく深穴・細穴加工を行うことが可能な金属加工です。
ガンドリル加工の仕組みを動画で解説
「ガンドリル加工」はガンドリルの先端からポンプで高圧の切削油を噴射し回転を行うことで、深穴や細穴加工時に出る切屑を回転するシャンクの外側のV溝をとおして外部に吹き飛ばす性能を持っており、内径を傷つけずに加工することが可能です。ガンドリル加工は速度と送りの調整が重要なポイントで、高精度な前加工と切削条件の調整などが大きなポイントになり、熟練度が高いとよりきれいな加工をする事が可能です。
ガンドリル加工の特徴
- ガンドリルの直進性が優れている
- CNCによる、高精度の深穴加工に対応している
- 優れた面仕上げが可能である
- 深穴加工も細穴加工もワンステップで対応可能である
- 工具の再研削が容易にできる
- 高硬度材、ステンレス鋼、耐熱鋼などの難削材への深穴・細穴加工に対応可能である
- 小径穴な細穴加工(φ3~φ30)に向いている
- 傾斜穴および交差穴が対応可能である
不二新製作所が提供するガンドリル加工のつよみ
 不二新製作所では、ガンドリル加工やBTA加工のバイトや工具を独自のものを使用しており、従来のガンドリル加工と比較して、出口側での芯ずれ精度を半分以下に抑えての加工が対応可能です。材料に対する知識、工具の製作精度、ワーククランプ方法、最適な加工条件設定、温度管理などさまざまなパラメータ管理によって実現します。
不二新製作所では、ガンドリル加工やBTA加工のバイトや工具を独自のものを使用しており、従来のガンドリル加工と比較して、出口側での芯ずれ精度を半分以下に抑えての加工が対応可能です。材料に対する知識、工具の製作精度、ワーククランプ方法、最適な加工条件設定、温度管理などさまざまなパラメータ管理によって実現します。
| ガンドリル加工サンプル |
|
|
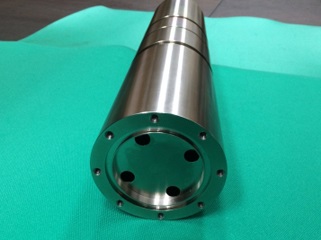
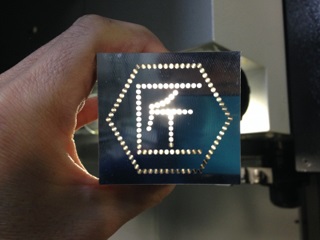
 ガンドリル加工とは、深穴加工や細穴加工を専門としたドリルの名称です。ガンドリル(Gun Drill)の文字通り、元来、小銃や猟銃など穴をあけるために開発されたことから名付けられています。下記は、当社でガンドリル加工した、実績サンプルの一例です。当社のガンドリル加工は、鉄、アルミ、銅、非鉄金属だけでなく、樹脂や、一般に難しいと言われている特殊な材料への細穴加工、深穴加工も可能にしております。
ガンドリル加工とは、深穴加工や細穴加工を専門としたドリルの名称です。ガンドリル(Gun Drill)の文字通り、元来、小銃や猟銃など穴をあけるために開発されたことから名付けられています。下記は、当社でガンドリル加工した、実績サンプルの一例です。当社のガンドリル加工は、鉄、アルミ、銅、非鉄金属だけでなく、樹脂や、一般に難しいと言われている特殊な材料への細穴加工、深穴加工も可能にしております。ガンドリルの対象
当社が得意とする、ガンドリルは深穴・細穴・精密を対象とした加工です。角材や板材や特殊形状物へのガンドリル、PCDといった深穴のガンドリルやBTAなど、下記以外にも、協力工場ネットワークによってさまざまな加工に対応が可能です。
- ガンドリル穴径(mm)
- φ0.5 – φ30まで対応可能
- 最大外径 x 材料長さ
- φ340 x 1000(1200) mmまで対応可能
ガンドリル加工Q&A一覧
- Q1. ツイストドリルとはどんなドリル?
- Q2. ガンドリルとはどんなドリル?
- Q3. ツイストドリルとガンドリルの違いは?
- Q4. ガンドリルのドリル形状はどんなもの?
- Q5. ガンドリルの対応可能な深さは?
- Q6. ガンドリルの穴の曲がりはどのくらい?
- Q7. ガンドリル加工できる材質は?
- Q8. ガンドリルの再研磨は可能?
- Q9. 切削油はどのようなものを使用?
ガンドリルQ&A
Q1. ツイストドリルとは?
深穴・細穴加工を用いる一般的なドリルのことを指します。棒状のドリルで、先端は円錐状になり、ねじれ溝との交線が切れ刃となります。
Q2. ガンドリルとは?
深穴加工専門としたドリルの名称で、従来の深穴加工方法では困難な深穴をステップフィードすることなく、精度良くガンドリル加工をすることが可能なドリルです。
Q3. ツイストドリルとガンドリルのちがいとは?
ツイストドリルは、ステップフィードが必要ですが、ガンドリルはステップフィードなしで深穴加工ができるため、能率的な深穴・細穴加工ができます。
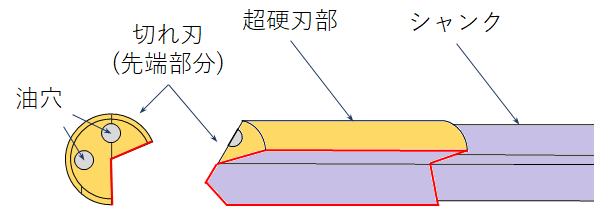
Q4. ガンドリルの形状はどのようなドリル?
ガンドリル加工は「超硬刃部」「シャンク」「ドライバ」で構成されています。「シャンク」と「超硬刃部」はV字形の断面で、切削時に刃部先端から切削油が噴射され、V字の溝から排出されるためにフィードバックなしで深穴加工ができるようになっています。
Q5. ガンドリルの可能な深さは?
ガンドリルの対応可能な穴径は(mm)φ0.5 ~φ30、最大外径 x 材料長さφ340 x 1000(1200) mmまですることが可能です。
Q6. ガンドリル加工の穴の曲がりはどのくらい?
弊社のガンドリルマシンは直進性が優れており、高精度の深穴加工が実現できます。直進度は150mmの長さで0.01mm以下、心ずれ精度は、150mmの長さで0.2mm以下が可能。φ10mmの穴を1000mmの深さであける際、芯ずれを0.3mm以下に抑えられます。(条件によって変動あり)
Q7. ガンドリル加工ができる材質は?
高硬度材、ステンレス鋼、耐熱鋼など、ガンドリル加工が難しいと言われる材料も幅広い金属加工が可能です。お気軽にお問い合わせください。
Q8. ガンドリルの再研磨は可能?
ガンドリルの再研磨は対応可能です。ガンドリルの寿命が延びるので、是非お求めの企業さまはご連絡くださいませ。
Q9. 切削油はどのようなものを使用?
不二新製作所では、環境への影響ならびに作業者への健康に留意して、ガンドリル加工時の切削油に「非塩素系切削油剤」を使用しております。
高精度を実現するガンドリル・BTAマシン
当社で扱っている、ガンドリル、BTA加工のための機械設備をご紹介します。多品種生産・少量生産だけでなく量産まで対応可能にできるように、すべての製造・加工装置をコンピュータによって自動化し、弊社独自の最新ガンドリル設備とデータベースを用いた独自のBTA加工技術による高品質・短納期を最も強みとしております。
当社が100%自社対応で得意とする、ガンドリル・BTAなどの深穴・細穴・精密加工以外にも、協力会社とのネットワークにより、図面一枚であらゆる加工が対応可能な体制を整えています。ここにご紹介していないその他、加工設備につきましても、ぜひお気軽にご相談ください。
| 周辺設備はこちら |
|
|
ガンドリル加工で世界一を目指しています!
 私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる細穴・深穴加工です。弊社ではガンドリルマシン・BTAマシン・CNC複合旋盤を複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々なニーズにお応えしております。 また人材育成、ならびにガンドリル・BTA周辺装置(CNC複合旋盤、マシニングセンター、専用工具研磨機等)の更新を積極的に行い、社内生産効率を大幅にアップしました。これにより、材料手配から仕上げまでの一貫生産を、より高品質・短納期で対応できる仕組みを確立しました。
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる細穴・深穴加工です。弊社ではガンドリルマシン・BTAマシン・CNC複合旋盤を複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々なニーズにお応えしております。 また人材育成、ならびにガンドリル・BTA周辺装置(CNC複合旋盤、マシニングセンター、専用工具研磨機等)の更新を積極的に行い、社内生産効率を大幅にアップしました。これにより、材料手配から仕上げまでの一貫生産を、より高品質・短納期で対応できる仕組みを確立しました。
ガンドリル加工は不二新製作所におまかせください!
不二新製作所 BTA 深穴加工 実績

材質:C1100(タフピッチ銅)
加工:ガンドリル止まり穴
最近分かってきたのですが、同業者でも銅の加工を嫌がるところが多いみたいです。我々からしたら、対応可能であるのに断るなど信じられない回答です。 銅材料の場合、切削油との反応により加工後に表面が変色してしまうのが難点です。気にされる方には、様々な方法で磨いたりもさせて頂きます。
ガンドリルについて詳細はこちら >>
材質:A5056(アルミ)
加工:ガンドリル 貫通穴
旋盤をもう1工程(仕上げ)増やすか悩みましたが、φ10のガンドリル加工した穴をマシニングに付いている機内センサーで位置を確認して加工することにしました。後は協力会社の無電解ニッケルメッキ処理で完了です。無電解ニッケルを一番得意としているだけあって、仕上りは抜群です♪検査後、無事出荷できました。
ガンドリルについて詳細はこちら >>
材質:A5052 50x60x100 のブロック
加工:φ1.7にて100㎜片側貫通 ガンドリル
凄いと思えるガンドリルのサンプルを作ってしまいました。曲りを0.05以内で抑える方法を思いつきましたので、それを今回のサンプル加工にも適用します。休みも利用しながら、約2.5日かけてようやくできました。肉眼では曲りもほとんど出ていません。もちろん、穴の膨らみや破れもございません。しかしながら、疲労感がいっぱいです。結構思っていた以上に綺麗にできたので、次の機会には穴径をφ1.0mmで挑戦したいと思います。
ガンドリルについて詳細はこちら >>

材質:SUJ2(ベアリング鋼)φ12x150L
加工:φ5.2貫通ガンドリル
数量は510本!!最近「ガンドリルは単品(1本)でもやってもらえますか?」と問い合わせがきます。1本からでも、もちろん高品質、短納期で対応可能です。 弊社には、基本翌営業日(土曜、日曜、祝日は除きます)渡しでの特急対応というものがございます。基本的には何とかします!量産での実績では、1,500個/月程度までなら実績がございます。単品~量産まで、どんなことでも是非一度御問合せくださいね。
ガンドリルについて詳細はこちら >>
その他金属加工全般についての記事
| 金属加工コラム |
|
|
 金属加工は数千年の歴史があります。諸説ありますが、太古の金発掘が金属加工の始まりといわれています。飛行機や船といった大掛かりの金属加工や、銅像や車などといった中程度の金属加工、スマホやお金の硬化といった金属加工とさまざまなシーンで使われています。
金属加工は数千年の歴史があります。諸説ありますが、太古の金発掘が金属加工の始まりといわれています。飛行機や船といった大掛かりの金属加工や、銅像や車などといった中程度の金属加工、スマホやお金の硬化といった金属加工とさまざまなシーンで使われています。関連法人のご紹介
| 株式会社 無双 |
|
|
 溶接のことなら 株式会社 無双 におまかせください!ステンレス・アルミから、鋳物・チタン等の特殊金属まで、金属溶接・機械加工を高品質・短納期で対応いたします。図面1枚で材料手配から完成まで一貫生産が可能!他社で断られた溶接もおまかせください。
溶接のことなら 株式会社 無双 におまかせください!ステンレス・アルミから、鋳物・チタン等の特殊金属まで、金属溶接・機械加工を高品質・短納期で対応いたします。図面1枚で材料手配から完成まで一貫生産が可能!他社で断られた溶接もおまかせください。ガンドリルやBTAなら不二新製作所におまかせ
ガンドリル加工やBTA加工についてのお問い合わせは、お電話か下記のメールフォームよりお願いします。ガンドリル加工やBTA加工の材料となる金属材の手配から、ガンドリル加工やBTA加工まで一貫生産をより高品質・短納期で金属加工ができる仕組みを確立しています。他社で「できない」と断られた難しいとされている金属加工(ガンドリル・BTAなどの深穴加工や細穴加工)もぜひご相談ください!お問い合わせは、お電話か下記のメールフォームよりお願いします。
各種書類のFAX送信は
06-6794-5881


