
ガンドリル加工実績 SUS304特殊シャフト
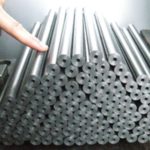
 連日のブログ更新です!(おっ!頑張ってるな♪)さて、今日もステンレスシャフトを紹介します。材質はSUS304で一般的な18-8ステンレスなのですが加工が少しやっかいです・・・まずは画像をご覧ください。端の方が角形状になっているのがお分かりでしょうか?丸棒の材料から削り出したのですが、角形状部分が結構大きいので、材料もかなり大きなものから削りました。
連日のブログ更新です!(おっ!頑張ってるな♪)さて、今日もステンレスシャフトを紹介します。材質はSUS304で一般的な18-8ステンレスなのですが加工が少しやっかいです・・・まずは画像をご覧ください。端の方が角形状になっているのがお分かりでしょうか?丸棒の材料から削り出したのですが、角形状部分が結構大きいので、材料もかなり大きなものから削りました。
加工段階その1 丸棒を旋盤で削り、直角を出す
内径にφ8x280mmのガンドリル穴を2ヶ所加工しますので、ガンドリル加工穴の曲りを抑えるために必須の工程です。
加工段階その2 複合旋盤で外径の荒加工
このときにある程度、角材に加工してしまいます。理由は角形状部分を加工したときの歪みを考慮しており、加工による歪みを先に出しておいて、最終工程でそれを取り除くために前工程を1回余分に入れています。失敗すると精神的ダメージも大きいので、安全に♪ これをさぼって、フライスやマシニングセンターで一気に加工すると、胴体部分に歪みが大きく出て、とんでもないことになり、スゴロクならスタート地点に戻ることとなります(笑)
※もしくは御客様に「なんか製品歪んでるんやけど・・・」ということになります(うちは無いですが)
ワークを冷す
 熱による影響で全長の寸法変化があるので、慌てない・・・ここまで来たら、加工ミスがないよう慎重に慎重に・・・外径公差部分を旋盤で仕上げ、後はマシニングへバトンタッチ。ガンドリルで加工した2ヶ所の穴にピンを入れて、ワークの平行を確認します。さらに、弊社のマシニングはインデックステーブルにスクロールチャックを搭載しておりますので、そのまま角度を割り出して次々に加工。いや~インデックスって本当に便利ですね♪
熱による影響で全長の寸法変化があるので、慌てない・・・ここまで来たら、加工ミスがないよう慎重に慎重に・・・外径公差部分を旋盤で仕上げ、後はマシニングへバトンタッチ。ガンドリルで加工した2ヶ所の穴にピンを入れて、ワークの平行を確認します。さらに、弊社のマシニングはインデックステーブルにスクロールチャックを搭載しておりますので、そのまま角度を割り出して次々に加工。いや~インデックスって本当に便利ですね♪
最後にマシニング加工
 横穴とガンドリル加工穴とのバリが発生しますので、弊社の特殊バリ取りツールにて完全に除去します。ふ~・・・ようやく完成。形を作るだけなら、半分の時間でできるのですが、やはりそこは焦ってもダメですし、発生するトラブルを想像して、未然に防ぐのもプロの仕事。「そこまでしなくても大丈夫やろ。」とおっしゃる方もいらっしゃるかもしれません。でも、そこまでして、御客様に喜んで頂くのも、また不二新製作所の仕事なのです。
横穴とガンドリル加工穴とのバリが発生しますので、弊社の特殊バリ取りツールにて完全に除去します。ふ~・・・ようやく完成。形を作るだけなら、半分の時間でできるのですが、やはりそこは焦ってもダメですし、発生するトラブルを想像して、未然に防ぐのもプロの仕事。「そこまでしなくても大丈夫やろ。」とおっしゃる方もいらっしゃるかもしれません。でも、そこまでして、御客様に喜んで頂くのも、また不二新製作所の仕事なのです。
見た目は大きく変わらなくても味付けや前処理は全く別物。料理の世界に似ているのではないでしょうか。今日は少し熱心に書いてしまいましたww面白いワークがありましたら、是非弊社にチャンスを♪
他社で断られた深穴加工・細穴加工も是非ご相談ください
 私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。
弊社ではガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしております。また人材育成、ならびにガンドリル・BTA周辺装置(CNC複合旋盤、マシニングセンター、専用工具研磨機等)の更新を積極的に行い、社内生産効率を大幅にアップ。これにより、材料手配から仕上げまでの一貫生産を、より高品質・短納期で提供できる仕組みを確立しました。ガンドリル加工・BTA加工などの深穴加工・細穴加工でお困りのことがあればぜひ一度お問い合わせください!
その他金属加工全般についての記事
| 金属加工コラム |
|
|
 金属加工は数千年の歴史があります。諸説ありますが、太古の金発掘が金属加工の始まりといわれています。飛行機や船といった大掛かりの金属加工や、銅像や車などといった中程度の金属加工、スマホやお金の硬化といった金属加工とさまざまなシーンで使われています。
金属加工は数千年の歴史があります。諸説ありますが、太古の金発掘が金属加工の始まりといわれています。飛行機や船といった大掛かりの金属加工や、銅像や車などといった中程度の金属加工、スマホやお金の硬化といった金属加工とさまざまなシーンで使われています。関連法人のご紹介
| 株式会社 無双 |
|
|
 溶接のことなら 株式会社 無双 におまかせください!ステンレス・アルミから、鋳物・チタン等の特殊金属まで、金属溶接・機械加工を高品質・短納期で対応いたします。図面1枚で材料手配から完成まで一貫生産が可能!他社で断られた溶接・金属加工もおまかせください。
溶接のことなら 株式会社 無双 におまかせください!ステンレス・アルミから、鋳物・チタン等の特殊金属まで、金属溶接・機械加工を高品質・短納期で対応いたします。図面1枚で材料手配から完成まで一貫生産が可能!他社で断られた溶接・金属加工もおまかせください。


関連記事









