
A6061 φ8.15x420L貫通(ガンドリル、PCD加工)
2014.05.28 Wednesday 06:56
今日はアルミ材料(A6061)へのガンドリル加工サンプルです。
加工径は、φ8.15と通常では存在しないガンドリル径です。
弊社ではこのような特殊な径のドリルも多数存在します。
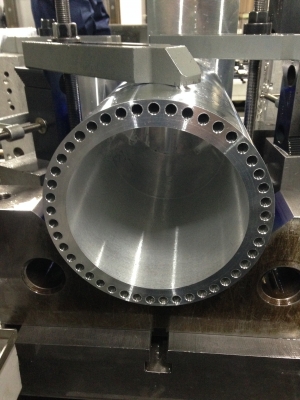
この加工の難しさは、加工径がすごいのではなく、素材外径と加工穴との肉厚です。
写真を見て頂くとわかりますが、加工穴位置がものすごく外側にあります。
この位置で420Lの距離を貫通させて、φ8.0のシャフトが内径を通ることが客先の条件です。
このようなワークの場合、結構悩みます。
片側から貫通加工を行えば、φ8.15で加工しますので、φ8.0のシャフトは通ります。
しかしながら、切削力や加工熱で外径が膨らんでしまったり、熱拡散よる影響で穴の曲りが大きく出た場合には、最悪破れてしまったりなど、さまざまなリスクがあります。
もちろん、両側から貫通させることも可能ですが、その場合には、つなぎ部で僅かですが段差が生じてしまい、φ8.0のシャフトが通らない可能性があります。
⇒正直、もしワークの中心にガンドリルで1穴だけを加工するなら両側貫通でもφ8.0のシャフトを通す自信があります!しかしながら、ワークには45穴も穴があきますので、もし、1穴でも通らなければ、大変なことになります。スゴロクでいったら、振り出しに戻るですねw
それでも結局悩んだ結果、両側から貫通させることにしました。
ガンドリル加工の実績データを確認したら、片側210L程度の加工距離なら、熱拡散のバランスも均等なのでなんとかなるんじゃないかと思ったからです。
そして加工した写真が以下です。
φ8シャフトも少し硬いですが通らないことはなく、無事に終了。
ここで忘れていたことが1点。。。上の計算にはセッティングの誤差や加工精度(特にワーク)のばらつきを考慮していませんでした・・・あぶね~
弊社では、ガンドリルの曲りを通常の1/3程度まで抑える「高精度加工」というものがありますので、もし、次回リピートが来たときには、その加工方法で片側から貫通するようにしますw
他にも、こんなワークがあったら、是非うちへ!
ガンドリル加工、複合旋盤、マシニング、
BTA加工のことは大阪の不二新製作所へ



関連記事









